- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

EPS मेसिन कोण सीट भल्भ स्थापना र पृथक
2022-01-13
कोण सिट भल्भ EPS मेसिनको महत्त्वपूर्ण भाग हो, कसरी मर्मत वा स्थापना महत्त्वपूर्ण छ।

1. स्थापना र प्रयोग
1.1 कृपया विशेष सर्तहरू अनुसार भल्भ स्थापनाको दिशा चयन गर्नुहोस्;
1.2 स्थापना गर्नु अघि, कृपया पाइप सफा गर्न निश्चित हुनुहोस्, विशेष गरी नयाँ पाइप, वेल्डिंग स्लाग, खिया, धुलो सफा गर्नुपर्छ, ताकि भल्भ अशुद्धतालाई नोक्सान नहोस्; पाइपलाइनहरू बलियो र कम्पन बिना समर्थित हुनुपर्छ। भारी भल्भहरू स्थापना गर्दा, भल्भहरू र पाइपलाइनहरूमा प्रतिकूल प्रभाव पार्ने अत्यधिक वजन वा कम्पनलाई रोक्नको लागि भल्भहरू ह्याङ्ग वा प्रोप अप गर्न थप समर्थन आवश्यक हुन्छ।
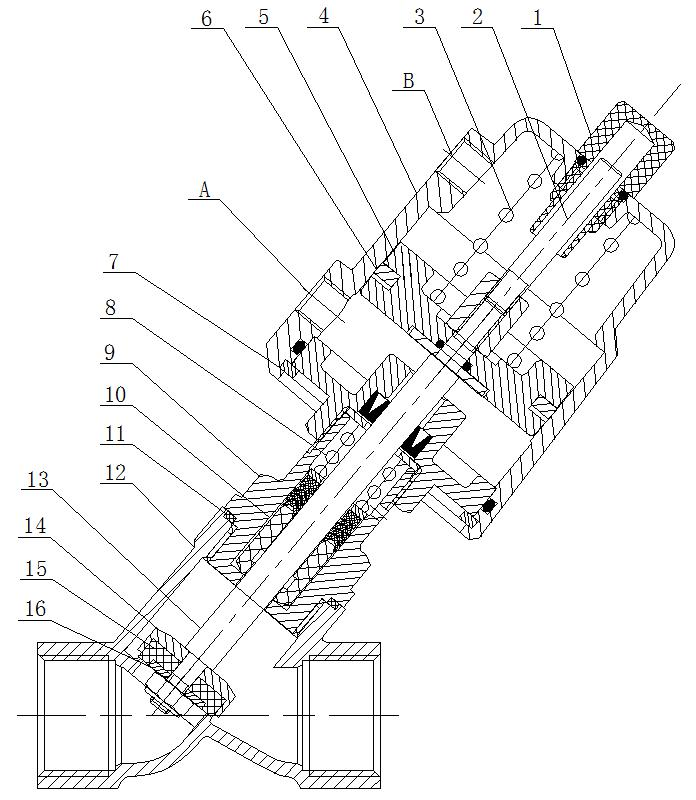
1.3 भल्भ स्थापना गर्नु अघि, भल्भ लेबलमा मोडेल, प्यारामिटरहरू, विशिष्टताहरू र जडान मोड जाँच गर्नुहोस् र यसले फिल्ड काम गर्ने अवस्थाहरूको आवश्यकताहरू पूरा गर्दछ भनेर सुनिश्चित गर्नुहोस्। एकै समयमा, कृपया सिलिन्डर, भल्भ बडी, विन्डो, आदि जाँच गर्नुहोस्, कुनै बाह्य क्षति सुनिश्चित गर्न;
1.4 जब नियन्त्रण वायु स्रोत संग सुसज्जित, कृपया सुनिश्चित गर्नुहोस् कि हावा स्रोत सुख्खा र सफा छ, र क्षमता र दबाव पर्याप्त छ;
1.5 भल्भ स्थापना गर्नु अघि, कृपया पाइपलाइन बन्द गर्नुहोस् र दबाब हटाउनुहोस्। पाइपलाइनमा उच्च दबाव वा खतरनाक मिडियाको हानिबाट सावधान रहनुहोस्;
1.6 फ्ल्यान्ज भल्भको स्थापनामा, फ्ल्यान्जको दुबै छेउको स्थापना, कोणात्मक कसिएको हुनुपर्छ, र विकर्ण कसमा एकतर्फी बोल्ट रोटेशन एक सर्कल भित्र नियन्त्रण गरिनु पर्छ, एकतर्फी कसाइ होइन, जसको परिणामस्वरूप झुकाव बल, प्रयोगलाई असर गर्छ। ;
1.7 वेल्डिंगको रूपमा भल्भ स्थापना गर्दा, एक्चुएटरलाई पहिले भल्भबाट हटाइनुपर्छ, र त्यसपछि पाइपलाइनमा भल्भलाई वेल्ड गरिएको छ;
1.8 हटाइएका भल्भ बडी ग्यास्केट, भल्भ कोर ग्यास्केट र जडान गर्ने स्क्रू ग्रेनलाई बम्पिङ र फोहोर र अशुद्धता टाँस्नबाट जोगाउन ख्याल राख्नुहोस्

2. भल्भ विच्छेदन र मर्मतसम्भार
2.1 भल्भ हटाउँदै
x
2.1.2 भल्भ बडी हटाउँदै: यस अवस्थामा, भल्भ बडीलाई सामान्य तापक्रममा पुनर्स्थापित गरिनुपर्छ, र भल्भ बडी फिक्स गरिनुपर्छ। कम्प्रेस गरिएको हावा सिलिन्डरको तल्लो भागको एयर इनलेट प्वालबाट भित्र पस्नु पर्छ, र भल्भको ढोका खोलिनेछ, र जोडको छ वटा छेउलाई सम्बन्धित साइजको रेन्चले कडा पारिनेछ, र भल्भ बडी घडीको दिशामा थ्रेड घुमाएर हटाउनुहोस्। नोट: पृथक गरिएका भागहरूले बम्पिंग रोक्नको लागि सील सतहहरूको सुरक्षा गर्नेछ, र पुन: जडान रेकर्ड गर्नुहोस्; भागहरू सील सतहको सुरक्षा गर्न, बम्पिंग रोक्न, र राम्रो रेकर्ड फिर्ता गर्न;

2.1.3 सिलिन्डर हटाउने: स्प्रिङको ठूलो बलको कारणले गर्दा, जब क्ल्याम्पिङ सिलिन्डर सिलिन्डर र अन्तिम कभर क्ल्याम्पिङ स्प्रिङ हटाइन्छ, स्पूल र भल्भ स्टेमका भागहरू विशेष क्ल्याम्पिङ उपकरणद्वारा थिच्नु पर्छ। बिस्तारै क्ल्याम्पिङ स्प्रिङ बाहिर निकाल्नुहोस्, र त्यसपछि क्ल्याम्पिङ उपकरणलाई माथितिर खोल्नुहोस् र बाँकी भागहरू उठाउनुहोस्। नोट: १) वसन्त निकालेपछि, बलियो वसन्तलाई भागहरू पपअप गर्नबाट जोगाउन, खतरा र क्षति निम्त्याउन, र पुन: लोड गर्ने रेकर्ड बनाउन प्रेसिङ उपकरणको दबाब बिस्तारै हटाइनुपर्छ; 2) 101 श्रृंखला कोण भल्भ सिलिन्डर हटाउन सिफारिस गरिएको छैन, यदि 11
सिलिन्डरहरूमा कुनै पनि समस्याको लागि कृपया आफ्नो ESG बिक्री प्रतिनिधिलाई सम्पर्क गर्नुहोस्।
2.1.4 सिलहरूको पृथकीकरण: सिलहरू पृथक गर्दा, पृथक औजारहरू पृथक गर्नको लागि प्रयोग गर्नु हुँदैन, र विच्छेदन गरिएको सिल र तिनीहरूका वाहकहरूको सील सतहलाई टक्कर वा सामानहरू हराउनबाट रोक्नको लागि राम्रोसँग सुरक्षित गरिनेछ, र पुन: जडान रेकर्ड हुनुपर्छ। बनाएको;
2.1.5 म्यानुअल कोण सिट भल्भ अनुक्रम हटाउँदै: भल्भ बडी हटाउनुहोस्, ह्यान्ड ह्वील पिन हटाउनुहोस्, ह्यान्ड ह्वील हटाउनुहोस्, थिच्ने नटलाई स्क्रू गर्नुहोस्, र अन्तमा स्पूल, स्टेम र सिलहरू डिसेम्बल गर्नुहोस्।
2.2 भल्भ पुन: स्थापना गर्नुहोस्
2.2.1 पुन: जडान सिलहरू: छुट्याइएको भल्भहरू सम्बन्धित समस्याहरूसँग व्यवहार गर्नुपर्छ। उपचार पछि, तिनीहरू disassembly र reassembly रेकर्ड अनुसार अनुक्रम मा स्थापित गर्नुपर्छ। नोट: स्थापना गर्दा सील भागहरू ठाउँमा स्थापित हुनुपर्छ, र रबरको औंठीको कुनै विकृति छैन। सील रिंग स्थापना गर्नु अघि, स्नेहन तेल स्थापना भागको नालीमा समान रूपमा लेपित हुनुपर्छ, र त्यसपछि सील औंठी स्थापना गरिनुपर्छ र सील औंठीको बाहिरी सतहलाई फेरि लुब्रिकेटिङ तेलले लेपित गर्नुपर्छ। उचित र प्रभावकारी ल्युब आयल भल्भको सामान्य र प्रभावकारी प्रयोग सुनिश्चित गर्ने आधार हो;
2.2.2 सिलिन्डर पुन: लोड गर्दै: प्रतिस्थापन पार्ट्सको एसेम्बली पूरा भएपछि, बिस्तारै सिलिन्डरमा पिस्टन र अन्तिम कभर आयात गर्नुहोस्, र त्यसपछि सिलिन्डरको संयोजन पूरा गर्न ठाउँमा स्प्रिङ स्थापना गर्नुहोस्;
2.2.2.1 जब पिस्टन र अन्तिम कभर प्रस्तुत गरिन्छ, सिलिन्डरलाई बिस्तारै राइट गरिसकेपछि परिचय दिनुपर्छ, अन्यथा पिस्टन रिंग र सील रिंग विक्षेपनका कारण च्यातिन्छ, सिलिङलाई असर गर्छ;
२.२.२.२ स्प्रिङलाई ग्रुभमा क्ल्याम्प गरेपछि, सिलिन्डरको स्प्रिङ ग्रूभमा स्प्रिङ १००% पूर्ण रूपमा जाम भएको छ कि छैन भनी जाँच गर्नुहोस्, र सिलिन्डरमा स्प्रिङ पूर्ण रूपमा जाम भएको छ भनी जाँच गरिसकेपछि प्रेसिङ उपकरण छोड्नुहोस्, र त्यसपछि सिलिङ सञ्चालन गर्नुहोस्। सिलिन्डर को निरीक्षण;
2.2.3 भल्भ बडी पुन: लोड गर्दै: निरीक्षण योग्य भएपछि, सिलिन्डरको एयर इनलेट प्वालबाट हावा कम्प्रेस गर्नुहोस्, पिस्टन माथि उठाउनुहोस्, भल्भ बडी सीलिङ प्याड राख्नुहोस्, र स्क्रू ग्रेनमा एन्टी-स्टक एजेन्ट लागू गर्नुहोस्, र त्यसपछि भल्भ बडीलाई कडा बनाउनुहोस्, र त्यसपछि पूरा भएपछि भल्भ बडी निरीक्षण गर्नुहोस्।
2.3 पुन: लोड भल्भ परीक्षण
2.3.1 मर्मत भल्भ अफलाइन दबाव परीक्षण पछि पुन: पाइपलाइनमा स्थापना गरिनेछ र कुनै असामान्यता देखा पर्दैन;
2.3.2 भल्भ बडी सील निरीक्षण: भल्भ कोर सील ग्यास्केट निरीक्षण, भल्भ बडी सील ग्यास्केट निरीक्षण र जडान प्वाल निरीक्षण सहित;
२.३.२.१ आवश्यक दबाबको संकुचित हावा कार्य अवस्था अनुसार भल्भमा पास गर्न सकिन्छ, र सम्पूर्ण भल्भ बडी र जडान पानीमा डुब्न सकिन्छ, र त्यहाँ छ कि छैन भनेर हेर्नको लागि दबाब 30 सेकेन्डसम्म समात्न सकिन्छ। चुहावट छ। यदि त्यहाँ कुनै बबल छैन भने, यो योग्य छ, अन्यथा यसलाई फेरि मर्मत गर्न आवश्यक छ;
2.3.3 सिलिन्डर सिल निरीक्षण: विन्डो सिल निरीक्षण, अन्तिम आवरण O-रिंग निरीक्षण र पिस्टन रिंग सील निरीक्षण सहित;
2.3.3.1 7bar कम्प्रेस्ड हावा सिलिन्डरको तल्लो भागको एयर इनलेट प्वालबाट पार गर्न सकिन्छ, र पूरै सिलिन्डर र अन्तिम टोपी पानीमा डुब्न सकिन्छ, र त्यहाँ छ कि छैन भनेर हेर्नको लागि 30 सेकेन्डको लागि दबाब राखिन्छ। चुहावट। यदि त्यहाँ कुनै बबल छैन भने, यो योग्य छ, अन्यथा यसलाई फेरि मर्मत गर्न आवश्यक छ।
अघिल्लो:ETPU सामग्रीको आवेदन क्षेत्र(1)
